
As we know, it is hard to realize zero tolerance machining. That is to say, no machine is 100% accurate. In routine processing and production activities, there will inevitably emerge a multitude of situations where there are no flaws or errors in the inherent design, yet they still cannot be thoroughly matched or perfectly compatible in the actual assembly process. In the event that there exist the aforementioned problems, generally speaking, it is largely due to the relatively insufficient rational utilization of tolerances. Then, how to avert such problems? This particular article will proceed to familiarize everyone with these commonly employed tolerances, and subsequently, it will initially introduce to everyone the general tolerances of linear and angular dimensions.
The general tolerance of linear and angular dimensions actually refers to the tolerance range that ought to be abided by when processing a product in mechanical processing. In this case, only the linear and angular dimensions are marked on the drawing, without specific processing tolerances being labeled. This helps to ensure that our products can precisely match other components and fulfill our assembly requirements.
The general tolerance standards have somewhat different names in each respective country, and in China, they are commonly referred to as the GBT1804 standard, which corresponds to the ISO2768-1 international standard. The ISO 2768-1 is a standard that pertains to the general tolerances for linear and angular dimensions, particularly those that do not possess individual tolerance indications. This standard is applicable to multiple dimensions, such as internal sizes, external sizes, step sizes, diameters, radii, outer radii, distances, and the chamfer heights of broken edges. The figure presented in the machining tolerance chart demonstrates the general linear tolerance and the general angular tolerance of the ISO 2768-1 standard.
| ISO2768-1 Standard | |||||||||||||
| General Linear Tolerance | |||||||||||||
| Tolerance class | Basic dimension (mm) | ||||||||||||
| Symbol | Content | 0.5-3 | 3月6日 | 6月30日 | 30-120 | 120-400 | 400-1200 | 1000-2000 | 2000-4000 | ||||
| f | Fine | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | --- | ||||
| m | Medium | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2.0 | ||||
| c | coarse | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2.0 | ±3.0 | ±4.0 | ||||
| v | very coarse | --- | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4.0 | ±5.0 | ±8.0 | ||||
| General Angular Tolerance | |||||||||||||
| Tolerance class | Length section (mm) | ||||||||||||
| Symbol | Content | ~10 | >10~50 | >50~120 | >120~400 | >400 | |||||||
| f | Fine | ±1° | ±30’ | ±20’ | ±10’ | ±5’ | |||||||
| m | Medium | ||||||||||||
| c | coarse | ±1°30’ | ±1° | ±30’ | ±15’ | ±10’ | |||||||
| v | very coarse | ±3° | ±2° | ±1° | ±30’ | ±20’ | |||||||
(Note: The length of the angular dimension is ascertained in accordance with the length of the short side of the angle, and with regard to the conical angle, it is determined based on the length of the conic element line. ) Just as depicted in the above table, when there are no specific processing tolerances marked on the processing drawings, you are able to refer to the above table to determine what tolerance you ought to follow in order to control the precision of the product.
Some people may ask, can I control all dimensions in accordance with the minimum processing tolerance? Concerning this situation, we need to take into account the machine tool tolerance and the measuring tool tolerance. For instance, the longer the length is, the greater the requirement for the machine tool will be, and the higher the demand for the quality inspection tools will be, which is generally quite difficult to accomplish. For example, when we proceed to measure a workpiece that is 500 in length, the measured result itself will be accompanied by errors, thus it is relatively difficult to achieve by employing the minimum tolerance for all dimensions.
The comprehension of geometric tolerances is likewise extremely straightforward, precisely as its name implies, it denotes the tolerances established for shape and position. It is generally applied to govern the dimensions of the shape, hole position, and thread hole position. In the event that the geometric tolerances surpass a specific standard, the following problems will transpire:
1. The product cannot be effectively embedded in the designated position.
2. The incorrect hole position gives rise to the incapacity to align with other workpieces.
3. The bolt cannot be vertically locked in place.
4. When the shaft type components rotate, there is jumping and so forth.
Consequently, geometric tolerances will directly have an impact on the installation and utilization of the machinery. Even if it is compelled to be installed, there might also be significant risks such as falling off and loosening. Given that there are numerous knowledge points entailed in geometric tolerances, below we will present in detail the representation methods of shapes and position tolerances that may arise in the CNC machining process.
Commonly, shape tolerances are typically categorized into the following several segments: straightness, flatness, roundness, and cylindricity.
1. Straightness
The symbol of straightness is the short horizontal line (-), which serves as an indicator to confine the variation amount of the actual straight line in relation to the ideal straight line. It represents a demand put forward with regard to the potential problem where the straight line is not straight.
Straightness refers to the state where the real shape of a straight element on a part maintains an ideal straight line. It is also termed as the degree of straightness. The straightness tolerance represents the maximum variation permitted by the actual line in contrast to the ideal line. That means, in the drawing provided to confine the processing tolerance allowed by the variation range of the tolerance for the actual line.
As depicted in Figure 1, the pin shaft in the ideal state constitutes a geometric straight line. During the actual processing procedure, influenced by various error factors, an irregular shape will be generated. In order to guarantee the functional requirements for the utilization of the part, on the entire length L of the pin shaft, the maximum bending degree must not surpass the value.

2. Flatness
The symbol of flatness is a parallelogram (▱), which is an index to limit the variation amount of the actual plane to the ideal plane. Flatness denotes the representation that the actual shape of the plane elements within the part needs to maintain the ideal plane. This is generally known as the degree of flatness.
For example, flatness presents or demonstrates the mounting surfaces that have a demand for surface accuracy. When the degree of warpage in conjunction with the mating part can be endured or accepted up to 0.1 millimeters, it is a judicious or sensible choice to indicate or show it. And you are also capable of displaying or showing the flatness of the distant faces. One point that needs to be kept in mind or remembered is the moment when you long for or desire both faces to be on the same plane. In such a situation or case, attach or affix the symbol "CZ (Common Tolerance Area)" in conjunction with or along with the tolerance value. This symbol ensures or assures that the distant shapes are encompassed or included within a common tolerance zone. An example or instance of determining the necessity of CZ lies in or depends on whether there exists a single part attached to the mounting surface or a separate or distinct part.
The flatness tolerance refers to the maximum amount of variation permitted by the actual surface versus the plane. That means, in the drawing provided, it is used to limit the actual surface processing tolerance allowed within the tolerance range of changes. It is a requirement put forward in view of the problem that the plane is not flat.
As shown in Figure 2, the required flatness tolerance is 0.08, that is, the area between two parallel planes.
2. Roundness
The symbol of roundness is a circle (○), which is an index to limit the variation amount of the actual circle to the ideal circle. It is the requirement for the circular contour of the parts with cylindrical surfaces (including conical surfaces and spherical surfaces) in a normal section.
Roundness is not merely applicable to cylindrical axes, but likewise to tapered axes. It is assumed that the cross section of the cylindrical shaft or the tapered axis ought to be a perfect circle, with deviation from the perfect circle being allowed up to 0.1 millimeter. In such a case, it would be good to make an indication. It is stipulated that any cross section of each axis falls within the tolerance zone of two concentric circles. At this moment, a φ shall not be placed before the tolerance value. If the name is roundness, it is prone to put a φ before the tolerance value, yet since roundness is a radius difference of two yen, large and small, it does not have a φ. Furthermore, since roundness is not regulated by the axis line, it is indicated by removing it from the extension line of the dimension line representing the axis line. (Please refer to Figure 3.)
The tolerance zone must be in the same normal section, in the area between two concentric circles with a radius difference of the tolerance value 0.03mm.
2. Cylindricity
The symbol of cylindricity is a circle sandwiched between two slash lines (/○/), which is an index to limit the variation amount of the actual cylindrical surface to the ideal cylindrical surface. It controls various shape errors in the cross section and axis section of the cylindrical body, such as roundness, straightness of the prime line, and straightness of the axis. Cylindricity is the total index of various shape errors of the cylindrical body.
Suppose that you long for an axis featuring a perfect cross-section without any warping, and are inclined to allow deviations from the perfect circle as well as warping along the axis up to 0.1 millimeter. In such a case, you are capable of offering instructions. It prescribes that the surface of the entire cylinder resides between two cylinders with a radius difference of 0.1 millimeter. Just like straightness, it is alluring to bestow the diameter symbol φ upon cylindricity, yet the correct answer is not to do so. Moreover, as it does not guide the axis line, it is indicated by removing it from the extension of the dimension line. (Please refer to Figure 4.)
(The tolerance zone is the region between two coaxial cylindrical surfaces whose radius difference is the tolerance value of 0.1mm.)
Get professional ideas on your CNC machining project NOW >>>

1. Parallelism
It is typically indicated by the symbol (//). In other words, it denotes the degree of maintaining parallel as commonly mentioned, signifying the scenario that the genuinely measured element on the part remains at an equivalent distance in relation to the reference. Whenever there is a demand for two surfaces or features to function in synchrony with each other and a constant distance must be maintained, parallelism proves to be effective. Whenever you have a part that needs to fit perfectly between two planes that require referring to each other, it proves to be handy. Though surface parallelism seems to ensure that a flat surface is matching with another flat surface, it can also be applied to the two sides of a hole or cylinder to prevent a taper. Any part having two critical flat surfaces like gears would necessitate parallelism. The parallelism tolerance constitutes the maximum allowable variation between the actual direction of the measured element and the ideal direction which is parallel to the reference.

e.g. If the mark Φ is added before the tolerance value in Figure 5, the tolerance zone is within the cylindrical surface with the reference parallel diameter Φ 0.03mm.
1. Perpendicularity
It is generally depicted by the symbol (⊥), which means, as commonly expressed, the degree of maintaining an orthogonal relationship between two elements, indicating the circumstance that the measured element on the part maintains the precise 90° included angle in relation to the reference element. The perpendicularity tolerance constitutes the maximum allowable variation between the actual direction of the measured element and the ideal direction that is perpendicular to the reference.
Wherever there are two surfaces that require a constant 90° angle, perpendicu-larity comes into effect. Flange bearings and critical square edges often refer to it. Perpendicularity is also frequently specified on the corners of cylinders, where the flat bottom must be perpendicular to the curved sides. Perpendicularity is highly commonly indicated on the center axis of a hole. Practically always, the hole is required to be perpendicular to the surface onto which it is drilled. When this is the situation, it is indicated along with MMC to make sure that if a pin or bolt needs to be inserted into this hole, the part can enter the whole perpendicularly and always fit in. Refer to example 2 for this explanation.
As demonstrated in Figure 6, surface A is perpendicular to the tolerance surface by a margin of 0.08mm.

1. Concentricity
Concentricity, which is also referred to as coaxial, generally makes use of the symbol (◎) to be represented, and this symbol means the degree of being coaxial as commonly stated, indicating the circumstance where the measured axis on the component continues to stay on the same straight line in regard to the reference axis.
Because of its complexity, Concentricity is generally reserved for the parts that require a high degree of precision in order to function properly. The transmission gears, which need to always be coaxial in order to avoid oscillations and wear, may require Concentricity to ensure that all the axes align correctly. Equal mass or inertial concerns are one of the primary causes for the Concentricity callout, but they are often better designed with runout. Actually, in most instances, the use of runout or position should take the place of the need for Concentricity and be much more straightforward to measure. The concentricity tolerance refers to the amount of variation allowed for the measured actual axis in comparison with the reference axis. (Please refer to Figure 7.)

For example, when the tolerance value is marked with a sign, the tolerance zone constitutes the area among the cylinders with a diameter of 0.08 millimeters.
1. Round runout
Generally speaking, the round runout is indicated by the symbol (↗), which indicates the situation where the revolving surface on the component remains in a fixed position in relation to the reference axis within the restricted measurement surface.
Runout, in conjunction with its 3D component, Total runout, are highly prevalent symbol in GD&T owing to the control it exerts over a rotating component. They are employed in any rotating components such as drills, gears, shafts, axles, and a myriad of machine tool components. The automotive and industrial industries frequently employ this GD&T symbol on any part that rotates. Runout generally comes into play when oscillations or vibrations need to be regulated on a rapidly rotating component, like an engine or transmission. Once the part begins to rotate, it presumably entails runout.
The round runout tolerance denotes the maximum permitted variation within the restricted measurement range when the actually measured element rotates a complete circle along the reference axis in the axial direction. This is illustrated in Figure 8.

The indicated shaft surface A's runout relative to the section cannot exceed 0.1mm.
Today, we have introduced diverse representation methods of linear tolerances, angular tolerances, and numerous form and position tolerances, along with the particular tolerance data of the international general standards. Apart from the aforementioned tolerances introduced, there exists an ideal state known as zero-tolerance processing. Zero-tolerance processing involves designing the assembly margin to reach the minimal level. Nevertheless, concerning the machine tools and the means to incorporate various tolerances onto the corresponding dimensions in the design, it necessitates determination based on the actual mode of utilization of the product. Certainly, if you still remain in doubt regarding how your product ought to be better designed, you can select a professional company for assistance.
Richconn makes certain that the CNC tolerance and outer end degree requirements of the customers are fulfilled by means of the rational selection of appropriate materials. Richconn holds advanced CNC equipment and outstanding production staff, which enables the control of form and position tolerances within the minimal range during the actual processing. The grinding machine equipment of Richconn can manage the limited dimensions of the product to the um level, and the slow-moving wire equipment can produce a mirror-like effect.
After processing the products, Richconn also makes use of a wide range of quality inspection equipment to measure whether the products meet the customer's requirements. Richconn will not permit any defective products to enter the hands of the customers. Based on the principle that taking responsibility for the customers is equivalent to taking responsibility for themselves, Richconn enjoys a good reputation in the fields of machinery, medical care, and various molds. Hurry to contact Richconn for professional ideas for free now!

 What Is 3-axis, 4-axis, and 5-axis CNC Machining?April 4, 2023CNC machining has become one of the most critical manufacturing processes used in workshops globally. By adding computer control to previous manual processes, the accuracy and precision of machining p...view
What Is 3-axis, 4-axis, and 5-axis CNC Machining?April 4, 2023CNC machining has become one of the most critical manufacturing processes used in workshops globally. By adding computer control to previous manual processes, the accuracy and precision of machining p...view What Are the High Temperature and Corrosion Resistant High Hardness Alloy Wear Resistant Metal Materials?October 30, 2023Corrosion-resistant metals are used in a wide range of applications, from the culinary industry to aerospace applications. Like most metals, they provide structural strength and heat resistance, but the metals listed in this article are also more resistant to corrosion than others.view
What Are the High Temperature and Corrosion Resistant High Hardness Alloy Wear Resistant Metal Materials?October 30, 2023Corrosion-resistant metals are used in a wide range of applications, from the culinary industry to aerospace applications. Like most metals, they provide structural strength and heat resistance, but the metals listed in this article are also more resistant to corrosion than others.view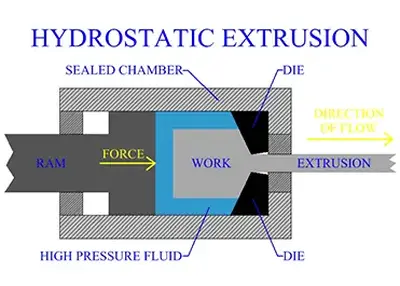 Extrusion: A Manufacturing Process for Creating Various Shapes and ProductsNovember 30, 2023what is extrusion?Extrusion is a process of forcing a material through a die or a nozzle to create a continuous shape or product. The material can be solid, liquid, or semi-solid, and it can be metal,...view
Extrusion: A Manufacturing Process for Creating Various Shapes and ProductsNovember 30, 2023what is extrusion?Extrusion is a process of forcing a material through a die or a nozzle to create a continuous shape or product. The material can be solid, liquid, or semi-solid, and it can be metal,...view How to choose the right material for cnc cnc machining parts?November 1, 2023In the field of CNC numerical control machining, the correct selection of suitable materials is crucial to the performance, accuracy and durability of parts. Different environments and application scenarios require different types of materials, and the following will analyze how to choose the right material from several aspects.view
How to choose the right material for cnc cnc machining parts?November 1, 2023In the field of CNC numerical control machining, the correct selection of suitable materials is crucial to the performance, accuracy and durability of parts. Different environments and application scenarios require different types of materials, and the following will analyze how to choose the right material from several aspects.view What is a CNC Machine?October 20, 2023The full name of CNC is Computer Numerical Control, and a tooling machine with a computer as the control center is called a CNC machine. The traditional tooling machines need to be manually operated to achieve a variety of metal processing techniques, CNC machine is by the engineers of the computer input product drawings, complete the product required tooling sequence, processing environment parameters and other data, by the computer according to the above instructions for automated production.view
What is a CNC Machine?October 20, 2023The full name of CNC is Computer Numerical Control, and a tooling machine with a computer as the control center is called a CNC machine. The traditional tooling machines need to be manually operated to achieve a variety of metal processing techniques, CNC machine is by the engineers of the computer input product drawings, complete the product required tooling sequence, processing environment parameters and other data, by the computer according to the above instructions for automated production.view What Is CNC Cutting? Unlocking the World of Precision MachiningNovember 2, 2023Are you intrigued by the world of precision manufacturing and curious about the fascinating technology behind it? If so, you've come to the right place. In this comprehensive guide, I'll take you on a journey through the realm of CNC Cutting, revealing its inner workings, diverse applications, and future trends.view
What Is CNC Cutting? Unlocking the World of Precision MachiningNovember 2, 2023Are you intrigued by the world of precision manufacturing and curious about the fascinating technology behind it? If so, you've come to the right place. In this comprehensive guide, I'll take you on a journey through the realm of CNC Cutting, revealing its inner workings, diverse applications, and future trends.view EN
EN
 ru
ru 


 3D Printing Service")