
One of the gear CNC processing methods is the forming method, which is the method of cutting the tooth shape by using the forming milling cutter which is completely consistent with the shape of the tooth groove to be cut, such as milling teeth; The other is the generating method, which uses the meshing movement between the cutter and the driven gear to cut out the tooth shape, such as hobbing and gear shaping. Let's have a specific understanding of the gear processing process.

Hot die forging is still a widely used blank forging process for automotive gear parts. In recent years, cross wedge rolling technology has been widely popularized in shaft machining. This technology is especially suitable for making blanks for complex stepped shafts. It not only has high precision, and a small subsequent machining allowance but also has high production efficiency.
The purpose of this process is to obtain the hardness suitable for subsequent gear cutting and make tissue preparation for the final heat treatment, so as to effectively reduce the deformation of heat treatment. The material of gear steel used is usually 20CrMnTi. Due to the great influence of personnel, equipment, and environment, the cooling speed and cooling uniformity of the workpiece are difficult to control, resulting in large hardness dispersion and uneven metallographic structure, which directly affects metal cutting and final heat treatment, resulting in large and irregular thermal deformation and uncontrollable part quality. Therefore, the isothermal normalizing process is adopted. The practice has proved that isothermal normalizing can effectively change the disadvantages of general normalizing, and the product quality is stable and reliable.
In order to meet the positioning requirements of high-precision gear processing, the gear blank is processed by a CNC lathe, and the turning tool is mechanically clamped without regrinding, which realizes the synchronous processing of aperture, end face, and the outer diameter under one-time clamping, which not only ensures the verticality requirements of inner hole and end face but also ensures the small size dispersion of mass gear blank production. Thus, the accuracy of gear blank is improved and the machining quality of the subsequent gear is ensured. In addition, the high efficiency of NC lathe processing also greatly reduces the number of equipment and has a good economy.
Ordinary gear hobbing machines and gear shapers are still widely used in the equipment for processing the gear part. Although the adjustment and maintenance are convenient, the production efficiency is low. If the large capacity is completed, multiple machines need to be produced at the same time. With the development of coating technology, the recoating of hobs and inserts after grinding is very convenient. The coated tools can significantly improve the service life, generally more than 90%, effectively reducing the number of tool changes and grinding time, and the benefit is remarkable.
Shaving radial shaving technology is widely used in mass automobile gear production because of its high efficiency and easy realization of the modification requirements of the designed tooth profile and tooth direction. Since the company purchased the special radial gear shaving machine of an Italian company through a technical transformation in 1995, it has been applied in this technology with stable and reliable processing quality.
Carburizing and quenching are required for automobile gears to ensure their good mechanical properties. Stable and reliable heat treatment equipment is essential for products that are no longer subject to gear grinding after heat treatment. The company introduced the continuous carburizing and quenching production line of German Lloyd's, and achieved satisfactory heat treatment results.
It is mainly to finish the inner hole, end face, and outer diameter of the shaft after heat treatment, so as to improve the dimensional accuracy and reduce the geometric tolerance.
![]()


 Carbon Steel vs Cast Iron: Which Is Better for CNC Machining?November 24, 2023Carbon steel and cast iron are two common types of metal materials that are used for CNC machining. They are both composed of iron and carbon, but they have different amounts of carbon and different structures.view
Carbon Steel vs Cast Iron: Which Is Better for CNC Machining?November 24, 2023Carbon steel and cast iron are two common types of metal materials that are used for CNC machining. They are both composed of iron and carbon, but they have different amounts of carbon and different structures.view 3D Printed Plastic: Prototypes: What's Next?October 10, 2023Manufacturing technologies are continually evolving, opening up new opportunities for manufacturers throughout the entire life cycle. More and more product developers are choosing to switch from one production process to another or switch between processes as needed.view
3D Printed Plastic: Prototypes: What's Next?October 10, 2023Manufacturing technologies are continually evolving, opening up new opportunities for manufacturers throughout the entire life cycle. More and more product developers are choosing to switch from one production process to another or switch between processes as needed.view What Are the Processing Principles of Precision Machining?December 30, 2022What are the processing principles of precision CNC machining? What safety precautions are there when performing precision CNC machining?1. Processing principles of precision NC machining (1) In order...view
What Are the Processing Principles of Precision Machining?December 30, 2022What are the processing principles of precision CNC machining? What safety precautions are there when performing precision CNC machining?1. Processing principles of precision NC machining (1) In order...view ABS vs. Polypropylene (PP): A Comparison of Two Common PlasticsNovember 28, 2023Plastics are widely used materials in various industries, such as packaging, automotive, medical, and consumer products. Plastics are synthetic or semi-synthetic polymers that can be molded or shaped into different forms and products. There are many types and grades of plastics, each with different chemical compositions and physical properties.view
ABS vs. Polypropylene (PP): A Comparison of Two Common PlasticsNovember 28, 2023Plastics are widely used materials in various industries, such as packaging, automotive, medical, and consumer products. Plastics are synthetic or semi-synthetic polymers that can be molded or shaped into different forms and products. There are many types and grades of plastics, each with different chemical compositions and physical properties.view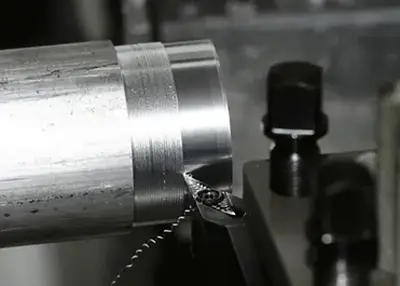 Navigating Internal Turning vs External TurningNovember 22, 2023Welcome to the world of precision engineering, where every turn counts. As a CNC machining enthusiast, I invite you on a journey to uncover the subtleties between internal turning and external turning - two pivotal techniques shaping the art of machining.view
Navigating Internal Turning vs External TurningNovember 22, 2023Welcome to the world of precision engineering, where every turn counts. As a CNC machining enthusiast, I invite you on a journey to uncover the subtleties between internal turning and external turning - two pivotal techniques shaping the art of machining.view Ultra-High Precision Laser Cutting Technology: A Detailed Explanation of Its Technology and ApplicationsJanuary 3, 2024We delve into the intricacies of ultra-high-precision laser cutting, exploring its technology, applications, benefits and challenges.view
Ultra-High Precision Laser Cutting Technology: A Detailed Explanation of Its Technology and ApplicationsJanuary 3, 2024We delve into the intricacies of ultra-high-precision laser cutting, exploring its technology, applications, benefits and challenges.view EN
EN
 ru
ru 


