
Featuring intricate geometries, often complex CNC parts may require the machining of a series of contours, holes, and recesses to achieve the desired shape and size. Read on to learn more about the complexity of CNC machined part geometries and some of our best tips for reducing design complexity.
What reason is there to care about part complexity other than to upset your boss by designing an unnecessarily complex part? While it's impossible to eliminate complexity from all parts, consider complexity every time you design a new part. Because it will affect:
Lead times - Typically, the more complex the part, the longer it takes to machine.
Cost - Highly complex parts cost 2 to 10 times more than parts with low complexity.
Quality - As you increase the complexity of a design, there is a greater likelihood of quality issues, which can increase costs and lead times. In addition, the cost of achieving more intensive quality requirements is higher.
Manufacturability - If the part is more complex, it's usually not easy to manufacture, and any reduction in complexity means an increase in manufacturability.
To better understand this, we categorize parts as high complexity, medium complexity, or low complexity. If all complexity levels built are a mix of medium and low complexity, the part is medium complexity. If any of the high complexity levels are built, then the part is high complexity. A low complexity part does not have any medium or high complexity levels established. Here are some examples of part complexity levels for comparison purposes:
Low Complexity:

Medium complexity:

High Complexity:

As part sizes get larger, handling becomes more difficult, and oversized parts require special transportation equipment and special machinery. Larger size may also mean weight. Larger parts also usually mean special ordering of materials, more machining time, and more material costs. Richconn is an expert in precision manufacturing machinery, and we can perform CNC milling services for your large size parts.
How can you reduce this complexity? Break large parts into smaller assemblies and, if you can, choose less dense materials. Surface treatments on lower density materials can achieve the desired material properties.

Machining deep holes, cavities or taps also requires specialized tools, experienced machinists and careful machining setups. These deep features are also more likely to result in tool breakage.
Deep holes, cavities or taps with diameters ≥ 10:1; or more than 15 individual holes are considered high complexity. Lowering the depth-to-diameter ratio and reducing the number of holes reduces this complexity.

The easiest way to produce threads is through a CNC machine tool using a preset thread milling program. This program directs the CNC machine to cut or tap the thread profile into the material, usually after drilling. The thread milling program also takes into account the thread diameter, pitch, thread angle and thread length. Standardized threads are available with off-the-shelf tools and conform to UNC, UNF, M, MF and ACME standards. Non-standardized threads require special tools and custom thread milling programs.
Non-standardized such as custom, proprietary, obsolete or industry-specific are high complexity threads. Selecting only standardized threads can reduce this complexity.

Curved surfaces are more difficult to inspect and more difficult to machine. A curve is defined as a continuous line without any straight segments. Examples include circles, ellipses, parabolas, and hyperbolas.
Complex curves or a lot of angled machining are considered high complexity surface curvature; less than 30% of the surface area is angled, which is medium complexity surface curvature; and perfectly vertical and horizontal walls with <10% of the surface area dimension having an incline and no complex curves are considered low complexity surface curvature. Reducing the number of angled surfaces reduces this complexity.

Wall thicknesses that are ≤0.5mm (metal) or ≤1mm (plastic) after thinning are high complexity wall thicknesses. Increasing the wall thickness of components and reducing the wall thickness of mating parts can reduce this complexity.

Tolerances have the greatest impact on part complexity. Precision tolerances mean more accurate machining, tighter quality control measures, more sophisticated measuring equipment, and often more inspection.
Any tolerance <0.002mm is a high complexity tolerance; all tolerances >0.002mm are medium complexity tolerances; all tolerance values >0.06mm are low complexity tolerances. Sega recommends that tight tolerances be used only when absolutely necessary.

The number of part setups adds complexity because each setup involves not only labor, but also the cost of fixtures. The number of setups depends on the complexity of the part, the fixture, and the machine and tooling you choose. There are so many variables involved that finding the right balance is difficult and depends on equipment availability. The best practice is to start with a typical machining setup and consider the number of surfaces that can be machined, especially surfaces that are opposite each other.
Parts requiring more than four CNC machining setups are high complexity setup counts. This complexity can be reduced by trying to limit the number of faces (surfaces) on the part that need to be machined, as well as limiting the type of machining required to produce the part.

Often, material options are not appropriate for your application. Perhaps your part must withstand corrosive environments, high wear, extreme temperatures, or just water. Finishing includes all surface modifications of parts to provide them with additional benefits or altered properties. Finishing includes: passivation, anodizing, painting, plating, sandblasting, heat treating and more.
Perhaps your parts must withstand corrosive environments, high wear, extreme temperatures, or simply water. Finishing includes all surface modifications of the part to alter the material properties to better match the use of the part. Surface treatments include passivation, anodizing, painting, plating, shot peening, and heat treating.
Parts with surface treatment requirements require additional finishing processes. Understanding the characteristics of the material and selecting a material that meets the requirements for the use of the part will eliminate the need for additional finishing.
Complexity is a key consideration in custom CNC part manufacturing because it is one of the biggest cost and lead time drivers. After all, complex parts require more skill and time.
Part size, weight, non-standard features, tolerances, wall thickness, surface curvature, and part finishing all affect complexity, and Richconn's engineers can not only provide you with a DFM manufacturability analysis, but also suggest process optimization based on the product's end-use intent to help you save on product prototypes and shorten time to market.
 How to Go About Choosing an Aluminum Alloy Mechanical Keyboard Shell Processing Manufacturer?October 26, 2023For computer enthusiasts, the mechanical keyboard's metal texture and the sound of that mechanical equipment is a keyboard users a kind of enjoyment, mechanical keyboard bezel styling design is one of my favorite hardware configurations, especially glazed, computer typing is very indulgent.view
How to Go About Choosing an Aluminum Alloy Mechanical Keyboard Shell Processing Manufacturer?October 26, 2023For computer enthusiasts, the mechanical keyboard's metal texture and the sound of that mechanical equipment is a keyboard users a kind of enjoyment, mechanical keyboard bezel styling design is one of my favorite hardware configurations, especially glazed, computer typing is very indulgent.view Everything you need to know about stamping diesJuly 11, 2023Commonly used materials for stamping partsThe commonly used stamping materials for stamping dies (also known as hardware dies) are:Aluminum material: aluminum material, generally aluminum is used for ...view
Everything you need to know about stamping diesJuly 11, 2023Commonly used materials for stamping partsThe commonly used stamping materials for stamping dies (also known as hardware dies) are:Aluminum material: aluminum material, generally aluminum is used for ...view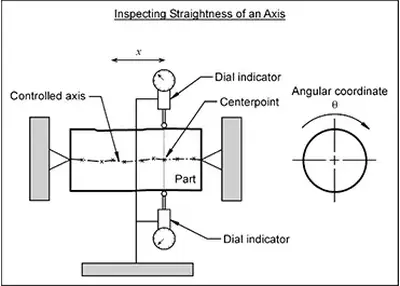 Understanding Straightness: Unveiling Precision in EngineeringNovember 21, 2023Welcome to a journey through the realm of straightness—a fundamental concept in the world of engineering and precision manufacturing. Ever wondered how straightness impacts the quality of products or the efficiency of industrial processes? Join me as we explore the nuances and practical applications of this crucial element.view
Understanding Straightness: Unveiling Precision in EngineeringNovember 21, 2023Welcome to a journey through the realm of straightness—a fundamental concept in the world of engineering and precision manufacturing. Ever wondered how straightness impacts the quality of products or the efficiency of industrial processes? Join me as we explore the nuances and practical applications of this crucial element.view How to DIY CNC Machine?November 2, 2023Are you ready to unlock the world of CNC machining from the comfort of your own workshop? In this article, I will guide you through the process of creating your very own DIY CNC machine, step by step. Whether you're a seasoned DIY enthusiast or just starting out, this article will equip you with the knowledge and skills you need to build, operate, and maintain your CNC machine.view
How to DIY CNC Machine?November 2, 2023Are you ready to unlock the world of CNC machining from the comfort of your own workshop? In this article, I will guide you through the process of creating your very own DIY CNC machine, step by step. Whether you're a seasoned DIY enthusiast or just starting out, this article will equip you with the knowledge and skills you need to build, operate, and maintain your CNC machine.view CNC Automotive Parts: A Complete Analysis of Manufacturing and ApplicationsSeptember 22, 2023CNC auto parts, known as Computer Numerical Control (CNC) auto parts, are one of the key components in the automotive manufacturing and repair process.view
CNC Automotive Parts: A Complete Analysis of Manufacturing and ApplicationsSeptember 22, 2023CNC auto parts, known as Computer Numerical Control (CNC) auto parts, are one of the key components in the automotive manufacturing and repair process.view CNC POR: Demystifying the Key Technology in CNC MachiningNovember 2, 2023In the world of precision engineering and manufacturing, CNC technology plays a pivotal role. Among the various CNC techniques, CNC POR stands out as a critical component, offering unmatched precision, efficiency, and versatility.view
CNC POR: Demystifying the Key Technology in CNC MachiningNovember 2, 2023In the world of precision engineering and manufacturing, CNC technology plays a pivotal role. Among the various CNC techniques, CNC POR stands out as a critical component, offering unmatched precision, efficiency, and versatility.view EN
EN
 ru
ru 
")

