
CNC machines are gaining in capability every year. Lathes with powered tools, cut a variety of shapes and drill non-axial or radial holes. In the past, this would have required a trip to the milling department. Machining centers are equipped with indexing heads that support "3+2" axis machining, where multiple sides of a part can be completed in just one operation. This is something all designers and engineers can be happy about. Not only can it produce extraordinarily complex parts, but manufacturing can be done with higher quality, at lower cost, and with shorter lead times.
However, that doesn't mean anything goes - certain machining rules still apply, and if they're not followed, costly rework and project delays can result. This design tip highlights a few key points that every part designer should consider:
# Position of holes
# Milling deep form elements
# Threads and inserts
# Labeling
# radii
Richconn has machining centers with dividing heads (3+2). This allows a workpiece to be clamped into the machine on the bottom side and the other sides can be machined in one operation. In this way, more complex parts can be created, such as a bracket with undercuts along the sides or a pneumatic manifold resembling a piece of Swiss cheese.
Despite Richconn's extensive machining capabilities, parts such as boat propellers, orthopedic implants and turbine blades were mostly out of bounds. That's because these have "curved surfaces" that require simultaneous movement of up to five machine axes while the cutting tool engages the workpiece. A level of machine tool and programming effort that is currently unavailable. Until now.
As with Richconn's milling centers, CNC turning on high-speed lathes can produce many complex parts in a single operation. Driven tools and Y-axis capabilities make it possible to manufacture a bolt by turning, milling the wrench flats, and then drilling a cross hole for a safety wire. More complex examples would be a hydraulic cylinder with alignment slots on one end, a fixture with wrench holes on the outside surface, or a shaft with a keyway on the outside. In some cases, parts can be "turned" that are square rather than round.
In light of these considerations about milling and driven tools, here are five points to consider when designing complex tele:
The minimum size for holes located on axis and in direction is 1 mm for Richconn CNC lathes. The depth can be a maximum of 6 times the diameter. Radial holes (drilled from the part side) must be at least 2 mm in diameter. Through holes are usually feasible for turned or milled parts (especially for hollow or tubular parts), but depending on the part size, hole diameter or material, the cutting tool may not be long enough. Richconn will mill from both sides if possible, but it is recommended to check the feasibility analysis for possible limitations.
Slots on the outside of a CNC turned part may be no more than 24.1 mm deep and must be at least 1.2 mm wide. For the dimensions of all other slot-like milling elements, the same guidelines generally apply as for holes, but as a rule of thumb, the element depth should be less than 6 times the width. Also, make sure that the adjacent wall is at least 0.5 mm thick. For large flat faces and other surfaces - machined with milling machines or lathes - it depends entirely on the part geometry in relation to the available cutting tool size. However, deep ribs and grooves can cause difficulties on all machines. It is possible to cut heat sink type elements into a turned or milled part, but this depends on the part geometry and available tooling. Again, careful consideration of the feasibility analysis is recommended. Also, don't hesitate to our contact an application engineer.
The threading capabilities of Richconn's turning and CNC milling centers overlap considerably. In general, Richconn can cut threads from #4-40 (M3 x 0.5) to approximately 1/2-20 (M10 x 1.25), depending on machine type and feature position. However, there are exceptions. Exact dimensions and details can be found in the threading guidelines. Also read the section there on proper modeling of threads and the relationship to internal and external or milled and turned form features. You might also consider an insert. Wire thread inserts and inserts with locking keys last longer than bare threads, especially in soft materials like aluminum or plastic, and are easy to insert.

Both milled and turned parts are often threaded. Threading options differ between milling and turning, so be sure to choose the right process.
Complex aerospace and medical parts often require permanent marking with part number and company name. Recessed text looks nice, but it's one of the most time-consuming of all machining processes and nearly impossible to do as quantities increase. It is usually better to mark parts by electronic etching or laser marking, but if engraved text is absolutely necessary, keep it short and choose simple and plain fonts. For soft metals and plastics, we recommend Arial Rounded MT 14 point, 0.3 mm deep font; for hard metals, Arial Rounded MT 22 point, 0.3 mm deep font.
A common mistake made with machined parts is sharp inside corners. For example, the turning tools used on Richconn for finishing have a cutting edge radius of 0.8 mm. This must be taken into account when designing the parts. For milling machines, the cutting edge radius is from 1 mm for soft metals and 1.2 mm for hard metals and plastics, which means that the inner radii of pockets are slightly more than half of this. Such corners are quite sharp, but milling with such small tools takes a long time and is limited to a maximum pocket depth of 4 mm for hard metals and a maximum of 7.6 mm for soft metals and plastics. It is best to cut inside corners free or design the mating parts with the largest possible inside wheels.

Do you need a thread? You might also consider an insert. Wire thread inserts (see illustration) and inserts with locking keys give threads longer life, especially in soft materials such as aluminum or plastic.
Finally, a cautionary note: If the guidelines for optimizing designs for feasibility are not followed, difficult machining operations will become even more problematic and thus more costly. The slightly higher cost may not have as much of an impact on Prototype Manufacturing, but when demand increases and parts need to be mass produced, it's a different story altogether. As always, if you have any questions about complex parts or any part features, Richconn will be happy to help: +86-0755-28025755 or sales@richconn.com.cn.
 How to Remove Chrome Plating Easily? (A Complete Guide 2024)March 11, 2024Learn how to remove chrome plating effectively with our comprehensive guide and get expert tips for successfully stripping chrome from metal surfaces.view
How to Remove Chrome Plating Easily? (A Complete Guide 2024)March 11, 2024Learn how to remove chrome plating effectively with our comprehensive guide and get expert tips for successfully stripping chrome from metal surfaces.view Types of Springs | Guidelines, Spring Types, and ApplicationsOctober 18, 2023Springs play a crucial role in various products, providing motion and shock absorption. This article will show you different types of springs and how to choose the right one.view
Types of Springs | Guidelines, Spring Types, and ApplicationsOctober 18, 2023Springs play a crucial role in various products, providing motion and shock absorption. This article will show you different types of springs and how to choose the right one.view What Are The 3-Axis, 4-Axis, And 5-Axis In Cnc Machining, And What Is The Difference Between Them?June 21, 20223-axis CNC machining, 4-axis CNC machining, and 5-axis CNC machining are terms that are often heard in our industry work. Some users can't tell. For these types of CNC machining, there are still C...view
What Are The 3-Axis, 4-Axis, And 5-Axis In Cnc Machining, And What Is The Difference Between Them?June 21, 20223-axis CNC machining, 4-axis CNC machining, and 5-axis CNC machining are terms that are often heard in our industry work. Some users can't tell. For these types of CNC machining, there are still C...view How to remove chrome plating from sheet metal?November 24, 2023Chrome plating is a common metal finish that improves the wear resistance, corrosion resistance, aesthetics and hardness of the metal.view
How to remove chrome plating from sheet metal?November 24, 2023Chrome plating is a common metal finish that improves the wear resistance, corrosion resistance, aesthetics and hardness of the metal.view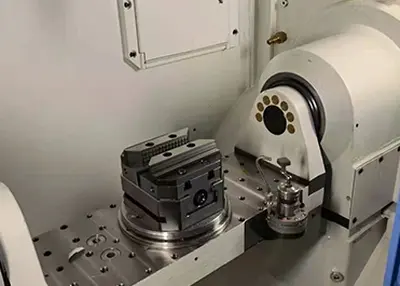 CNC Router Machinery: Unveiling the Core of Modern ManufacturingNovember 2, 2023Are you ready to explore the cutting-edge world of CNC router machinery? Whether you are a seasoned professional in the field or someone just getting started, this comprehensive guide will equip you with the knowledge you need to harness the full potential of CNC router machinery. From understanding the fundamentals to exploring innovative services, let's dive in and take your CNC router experience to the next level.view
CNC Router Machinery: Unveiling the Core of Modern ManufacturingNovember 2, 2023Are you ready to explore the cutting-edge world of CNC router machinery? Whether you are a seasoned professional in the field or someone just getting started, this comprehensive guide will equip you with the knowledge you need to harness the full potential of CNC router machinery. From understanding the fundamentals to exploring innovative services, let's dive in and take your CNC router experience to the next level.view Bakelite: The First Synthetic Plastic and Its ApplicationsDecember 7, 2023Bakelite is a synthetic material that was invented in the early 20th century by Leo Baekeland, a Belgian-American chemist. Bakelite is considered to be the first true plastic, as it was the first material that was not derived from natural sources, such as cellulose, rubber, or horn.view
Bakelite: The First Synthetic Plastic and Its ApplicationsDecember 7, 2023Bakelite is a synthetic material that was invented in the early 20th century by Leo Baekeland, a Belgian-American chemist. Bakelite is considered to be the first true plastic, as it was the first material that was not derived from natural sources, such as cellulose, rubber, or horn.view EN
EN
 ru
ru 


