
Color flaw detection is a method of non-destructive testing, it is a surface inspection method, mainly used to detect such as the naked eye can not identify the cracks and other surface damage, such as the detection of stainless steel material near the surface defects (cracks), porosity, porosity, delamination, unwelded and unfused and other defects (also known as PT detection). Applicable to the inspection of dense metal materials (welds), non-metallic materials (glass, ceramics, fluorine plastics) and products surface open defects (cracks, pores, etc.), is one of the main methods used by the PRECISION MACHINE SHOP to detect the quality of processed parts.
The basic principle of coloring flaw detection: a coloring agent is applied to the surface of the material and the coloring agent penetrates into the damaged area. The coloring agent is rinsed off the surface after being left for a period of time. In the already cleaned surface coated with developer, the damaged area due to the colorant penetration and thus see clearly. The main use of capillary phenomenon so that the penetrating fluid penetrates into the defects, the cleaning agent cleaning so that the surface of the penetrating fluid removal, and defects in the penetrating fluid residue, and then use the capillary effect of the developer adsorbed out of the defects in the residual penetrating fluid to achieve the purpose of the inspection defects.
The basic principle of coloring flaw detection: the coloring agent is applied to the surface of the material, and the coloring agent penetrates into the damaged part. After a period of time, the colorant is rinsed off the surface. In the already cleaned surface coated with developer, the damaged area due to the coloring agent penetrated into it so as to see clearly. The main use of capillary phenomenon so that the penetrating fluid into the defects, the cleaning agent cleaning so that the surface of the penetrating fluid removal, and defects in the penetrating fluid residue, and then use the capillary effect of the developer adsorbed out of the defects in the residual penetrating fluid to achieve the purpose of the inspection defects.

In the inspection of the surface before the application of penetrant, should be used to clean the surface of the workpiece clean, so that the surface to be inspected without oil, corrosion, swarf, paint and other contaminants (such as inspection of the weld, in the weld surface and weld edges should not be oxidized skin, weld slag, spatter, and other contaminants), and then, so that the surface of the parts being examined to be sufficiently dry.
Use penetrating agent on the surface of the workpiece which has been treated cleanly and evenly sprayed, then penetrate for 5-15 minutes.
After 5-15 minutes of penetration, before applying the developer:
(1) To clean the penetrant sprayed on the surface of the workpiece using a cleaning agent, making the examined surface to be clean;.
(2) Dry with clean gauze or dry naturally at room temperature Note: When removing excess penetrant, over or under cleaning should be prevented (just make sure that there is no penetrant on the surface of the workpiece).

After shaking the developer well, spray evenly on the surface of the inspected workpiece (already cleaned and dried workpiece) at a distance of 150mm-300mm, spraying angle of 30°-40°, and develop the image for not less than 7 minutes.
1、Observation of the traces should start after applying the developer until the size of the traces does not change, about 7-15 minutes, and the observation of the image should be carried out within 7-60 minutes after applying the developer.
2、Observation of the traces must be carried out under sufficient natural light or white light.
3、Observation of traces can be done with naked eyes or 5-10 times magnifying glass.
4, can not distinguish between true and false defective traces, the part should be retested.
1、According to the size and color of the traces to determine the size and severity of the defect.
2、The ratio of the length of the defective trace to the width of the trace is not less than 3, which is called a linear defective trace, and a long defect will show a linear trace.
3, defects show traces of length and width of the ratio of less than 3 is called circular defect traces. For example, the defects that are nearly round, such as porosity, will show circular traces.
4、Defects show traces, according to the need to record with a photographic, schematic or peelable visualizer, etc..
5, in the examined surface defects show traces of the site for marking.
1, the code name of the inspected workpiece, name, material, surface condition, quantity.
2, commissioned by the unit, based on technical documents and flaw detection requirements.
3, coloring flaw detection agent type and category; 4, the detection sensitivity (the coloring agent).
4, detection sensitivity (specify the type of comparative test block), flaw detection results.
5, flaw detection personnel, the auditor's signature.
6, application date, report date.
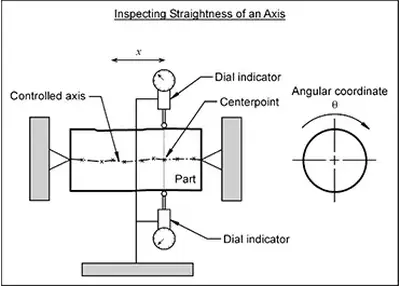 Unlocking Precision in CNC Machining: Understanding Straightness and FlatnessNovember 17, 2023As a leading precision machine shop, Richconn stands committed to delivering unrivaled precision and excellence in every aspect of our work. Dive into the world of geometric accuracy with us as we explore the pivotal concepts of "straightness" and "flatness" in CNC machining.view
Unlocking Precision in CNC Machining: Understanding Straightness and FlatnessNovember 17, 2023As a leading precision machine shop, Richconn stands committed to delivering unrivaled precision and excellence in every aspect of our work. Dive into the world of geometric accuracy with us as we explore the pivotal concepts of "straightness" and "flatness" in CNC machining.view What's the Difference Between Horizontal vs Vertical Milling?March 5, 2024Here is a comprehensive guide to uncover the key disparities between vertical and horizontal milling machines. Let’s learn more details by reading on.view
What's the Difference Between Horizontal vs Vertical Milling?March 5, 2024Here is a comprehensive guide to uncover the key disparities between vertical and horizontal milling machines. Let’s learn more details by reading on.view CNC Machining 101: What Are CNC Machining Services?August 11, 2023CNC machines have become increasingly popular in various industries due to their precision and efficiency. They are manufacturing different parts and fittings in a wide range of industries, such as au...view
CNC Machining 101: What Are CNC Machining Services?August 11, 2023CNC machines have become increasingly popular in various industries due to their precision and efficiency. They are manufacturing different parts and fittings in a wide range of industries, such as au...view Application of 5-Axis Machining Center in High-Speed Blower Impeller ManufacturingMarch 24, 2023With the rapid development of technology, high-speed blowers have been widely used in various fields. In order to improve the performance and efficiency of the blowers, it is necessary to manufacture ...view
Application of 5-Axis Machining Center in High-Speed Blower Impeller ManufacturingMarch 24, 2023With the rapid development of technology, high-speed blowers have been widely used in various fields. In order to improve the performance and efficiency of the blowers, it is necessary to manufacture ...view Rivets: 25 Types Of Introduction And User GuideSeptember 26, 2023Rivets are parts that join multiple components and structures together to form a complete body. These parts can be manipulated with some specialized tools. One of the panaceas of manufacturing is rivets. Depending on their design requirements and performance, different types of rivets can be used.view
Rivets: 25 Types Of Introduction And User GuideSeptember 26, 2023Rivets are parts that join multiple components and structures together to form a complete body. These parts can be manipulated with some specialized tools. One of the panaceas of manufacturing is rivets. Depending on their design requirements and performance, different types of rivets can be used.view How to Produce High-quality Parts With CNC?June 25, 2024The passage mainly talks about the production progress of high-quality parts with the help of CNC. It’s strongly recommended that Richconn is an effective company, which owns many technicians and advanced technology.view
How to Produce High-quality Parts With CNC?June 25, 2024The passage mainly talks about the production progress of high-quality parts with the help of CNC. It’s strongly recommended that Richconn is an effective company, which owns many technicians and advanced technology.view EN
EN
 ru
ru 


")