
Here, we will share some specific design and manufacturing experiences to provide our understanding of dies accumulated over the years. Through this article, we hope to give you a better understanding of the specific details of metal stamping dies in China.
Stamping dies have various concepts in different places, such as punching dies, metal dies, metal stamping dies, etc. The specific concept refers to the use of dies fixed on a punch press or a press to apply a certain pressure to metal or non-metal sheets, so that the material can be separated or formed to obtain parts with certain size and appearance requirements. There are many types of dies, and here we mainly explain metal stamping dies.

Stamping dies have the characteristics of consistent size and appearance of the products produced, as well as fast forming, high efficiency, stable quality, required precision, high material utilization, simple operation, and low labor intensity for workers. The technical requirements for operators are not high, and they can quickly master the operation after a short period of learning and training. For example, a production line operator needs to learn how to operate a punch press, feeder, straightener, mold disassembly and other operations.
Stamping dies can generally be classified into two types: progressive dies and transfer dies.
Progressive dies can be further divided into compound dies, stretching dies, riveting dies, etc. Here is a brief introduction to the structure and functions of these dies:
Progressive dies, also known as "single-process dies", refer to dies that can only complete one stamping process in one stroke of stamping. After this process is completed, the product needs to be manually or mechanically removed from the die and then placed into the next die for continuous production until the final process of the die is completed and the entire product is finished. These dies are easy to maintain, but they are time-consuming and labor-intensive in production, with a higher product scrap rate.

Progressive dies (single-process dies).
Compound dies: Common compound die structures include compound blanking and compound stretching, which are slightly different from other progressive die structures. The punch (also known as the male die or punch head) is designed in the lower die, and the other several template blocks are the lower clamp plate (fixing the punch head), the lower stop plate, and the lower discharge plate (external discharge). The upper die consists of the female die (or blade), the inner discharge plate, and the upper cushion plate. The inner discharge plate is hung on the upper cushion plate with an equal height sleeve, and then pushed up with a knock pin or spring. For example, in a compound die used for blanking, the inner discharge plate generally discharges the female die by 0.50mm, which cannot be lower than the female die, otherwise the blade of the female die is prone to break or not discharge. The force of the inner discharge should be strong enough to push the product out of the female die. Generally, if the material is relatively thick, nitrogen gas springs are installed on top of it.

Compound dies
Transfer dies, also known as "progressive dies", refer to dies that can simultaneously complete two or more stamping processes at different stations in one stroke of stamping. These dies are difficult to maintain and require experienced toolmakers to operate. However, they are highly efficient in production. If the speed is fast enough, thousands of products can be produced in an hour, saving labor and time costs, and with a lower product scrap rate.

Transfer dies (progressive dies)
The structure of stamping dies and punching dies are similar, and corresponding dies are designed according to different product characteristics and requirements. The structures of different dies vary and their functions and the products produced are also different. In general, some dies are simple, while others are complex. However, no matter how complex the structure is, the basic structure remains unchanged, consisting of several templates, modules, and standard parts.

Metal stamping dies
Generally, a mold is assembled from several templates and parts (which we call inserts or sub-inserts) and standard parts. The specific templates of a typical stamping die structure, from top to bottom (including code numbers), are as follows:
upper bolster, upper pad, upper punch unit (UPU), upper backup unit (UBU), upper stripper plate (PHU), upper stop plate (PPS), and upper knockout plate (PSU);
Templates of the lower die:
die block (DIE), lower backup plate (LBD), lower punch unit (LPD), lower pad, and lower bolster;
Other less commonly used templates:
cover plate (CVU), extrusion plate, upper die plate, lower knockout plate, lower stop plate, lower stripper plate, male die, female die, etc.;
Inserts and sub-inserts of the upper die: clamp insert, stripper insert, punch, etc.;
Inserts and sub-inserts of the lower die: die insert, cutting edge, etc.;
Standard parts: spring, hexagon screw, stop screw, wire spring, height equalization bushing, guide pin, guide bushing, height equalization bushing washer, dual-use pin, material stop pin, etc.;
Non-standard parts: external positioning pin, internal positioning pin, pitch positioning pin, external limit pin, internal limit pin, etc.
The numbering of stamping dies is generally written as follows (taking examples):
Engineering model:90-KNMF0125RAH,90-KNMF0125RAA,90-KNMF0125RBB
Continuous model:90-KNMF0125SAA,90-KNMF0125SBB
The "R" in "RAH" stands for engineering model, while the "H" represents a total of eight sets (from A-H, which are respectively RAH, RBH… RHH). “A” represents the first set. "RAA" or “RBB” refers to riveting models, such as riveting screws, riveting spring plates, and so on.
The "S" in "SAA" and "SBB" represents the continuous model, while “0125” represents the mold number. The “F” in front represents the year the mold was produced. If a mold was produced in 2010, it would be represented by “F0125”. In this case, the mold produced in 2010 can be referred to as the “125 mold”. If a mold was produced in 2011, it would start with “G”. Therefore, if you say “125 mold,” people may assume you’re referring to the mold “G0125”.
Other examples include the upper plate (PHU) with the code 90-KNMF0125SAAPHU, and the block for the upper plate with code 90-KNMF0125SAAPHPA001.
If this continuous model has two parts, then “A” and “B” are used to indicate them after the code “90-KNMF0125SAAPHU”. The upper plate for the first segment should be “90-KNMF0125SAAPHUA”, while the one for the second segment should be “90-KNMF0125SAAPHUB”. The blocks for the upper plate are “90-KNMF0125SAAPHPA001” and “90-KNMF0125SAAPHPB001”.
Lower template (DIE):90-KNMF0125SAADIE,90-KNMF0125RAHDIE
Regarding other codes that have not been explained here, a brief explanation can be made.
编号 NO. | 中文名称 Chinese name | 编号 NO. | 中文名称 Chinese name | 加工代号 Processing code | 加工工艺 Processing technology |
U1U | 上托板 | DIE | 下模板 | M: | 铣削 |
U2U | 上垫脚 | LBD | 下垫板 | G: | 磨削 |
UPU | 上模座 | LPD | 下模座 | GD: | 大磨床 |
UBU | 上垫板 | B2D | 下垫脚 | WC: | 线切割 |
PHU | 上夹板 | B1D | 下托板 | W/E: | 放电 |
PPS | 止挡板 | PS2 | 下脱料板 | Y: | 外发 |
PSU | 脱料板 | PH2 | 下夹板 | HT: | 热处理 |
UDE | 上模板 | PUN | 冲头 | L: | 车削 |
UDP | 上模板入块 | PHP | 夹板入块 | D: | 摇臂钻 |
AXD | 上模板镶块 | DPI | 下模入块 | ||
PSP | 脱料板入块 |
Code comparison table
The properties of materials used in stamping are closely related to stamping production, and their properties directly affect the design of stamping process, the quality of stamping parts and the service life of products, and also affect the organization of balanced production and production costs of stamping parts.

When selecting the material of stamping parts, not only the use performance should be considered, but also the performance requirements of stamping processing and subsequent processes should be met. The basic requirements for stamping processing materials are as follows.
For the forming process, such as stretching, bending, step difference, convex hull, etc., the material should have good stamping performance, that is, it should have good crack resistance, good mold fit and shape fixability, otherwise the product is prone to deformation , cracking, etc., causing difficulties in mold repair. For the separation process, the material is required to have a certain degree of plasticity.
The surface of the material should be smooth and smooth without defects or damage. Materials with good surface quality are not easy to break during molding, and are not easy to scratch the mold, and the surface quality of the workpiece is also good.
Because a certain mold gap is only suitable for materials with a certain thickness range, if the material thickness tolerance is too large, it will not only directly affect the quality of the parts, but may also lead to the appearance of waste products. In the process of correcting bending and shaping, the mold or press may be damaged due to excessive thickness positive deviation.
The most commonly used materials in stamping production are metallic materials (including ferrous and non-ferrous metals), but sometimes non-metallic materials are also used. Among them, ferrous metals mainly include ordinary carbon structural steel, high-quality carbon structural steel, alloy structural steel, carbon tool steel, stainless steel, electrical silicon steel, etc.; non-ferrous metals mainly include pure copper, brass, bronze, aluminum, etc.; non-metallic materials There are cardboard, laminated board, rubber board, plastic board, fiber board and mica etc.
The supply status of metal materials for stamping is generally sheets and strips of various specifications. The sheet material can be used in the production of engineering molds, the strip material (coil material) can be used in the production of continuous molds, and can also be used in the production of engineering molds. The size of the sheet material is large, which can be used for stamping large parts, or the sheet material can be cut into strips according to the layout size and used for stamping small and medium-sized parts; strip materials (also known as coil materials) have various widths , the unfolded length can reach tens of meters, and it is supplied in rolls, which is suitable for automatic feeding of continuous mold mass production.
For the grades, specifications and performance of various materials, you can refer to relevant manuals and standards.
Reasonable selection of stamping materials
The selection of stamping materials should consider the use requirements of stamping parts, stamping process requirements and economy.
lReasonable material selection according to the use requirements of stamping parts
The selected material should enable the stamping to work properly in the machine or component and have a certain service life. For this reason, according to the use conditions of the stamping parts, the selected materials should meet the requirements of the corresponding strength, stiffness, toughness, corrosion resistance and heat resistance.
lReasonable material selection according to stamping process requirements
For any kind of stamping parts, the selected material should be able to stably form a qualified product without cracking or wrinkling according to the requirements of its stamping process. This is the most basic and important material selection requirement. To this end, the following methods can be used to select materials reasonably.
①Test punch. According to previous production experience and possible conditions, select several sheets that can basically meet the requirements of stamping parts for trial punching, and finally choose the one that has no cracks or wrinkles and has a low scrap rate. The results of this method are more intuitive, but with greater blindness.
②Analyze and compare. On the basis of analyzing the properties of stamping deformation, compare the maximum deformation degree during stamping forming with the limit deformation degree allowed by the sheet metal stamping forming performance, and use this as a basis to select a sheet suitable for the stamping process requirements of this type of part.
In addition, plates of the same grade or thickness can be divided into cold rolling and hot rolling. Among the domestically produced plates in my country, thick plates (t>4mm) are hot-rolled plates, and thin plates (t<4mm) are cold-rolled plates (there are also hot-rolled plates). Compared with hot-rolled sheets, cold-rolled sheets have precise dimensions and small deviations,
Less surface defects, bright, dense internal structure, better stamping performance. (Note: t generally represents the thickness in the mold. For example, the thickness of the template and the thickness of the material can be expressed by t.)
lReasonable selection of materials according to economic requirements
The selected materials should be as cheap as possible, easy to source, and economical on the premise of meeting the requirements of performance and stamping technology, so as to reduce the cost of stamping parts.
How is the stamping die processed step by step?
For a complete stamping die development process, the customer should first send the product drawing to the head of the stamping die design department, and the design supervisor will confirm whether the product can be made with the technology of the department. If possible, then hand it over to the designer for drawing and preparing materials. Buy all the boards needed for the mold first, make way for rough machining, and grind the template thickness to a certain size. Generally, a total of 50 (0.50mm) margins are left on both sides. After rough machining, send it to heat treatment.
At the same time, the staff of the design department held a seminar to formulate the step-by-step process drawings of the product and discharge the material belt diagram. A product cannot be produced through only one process, and must cooperate with other processes to produce qualified products. After the product process diagram is determined, the designer starts to design the mold.
After the design has drawn all the parts of the entire mold, the mold can be formally processed. First, the template is ground to the correct size, then discharged, put through the hole, and then wire cut, cut into the block hole, knife edge, Blanking, etc., will be sent to milling machine or CNC to process countersunk head, give way, etc., and finally inspected by quality assurance. If it fails to pass, it will be returned to the responsible department for further processing.
Finally, the fitter takes it away from the warehouse and starts the preparatory work before assembly, such as chamfering, removing burrs, rust, confirming the size, checking whether each place is processed in place, whether there are holes or holes, whether the screw teeth are missing, etc., the mold When the parts arrive, you can start to assemble the mold temporarily, and install a little bit at a time. After the mold parts are in place, the mold is almost ready, which saves a lot of time than starting to assemble when all the parts are in place.
After the mold assembly is completed, start to test the mold and debug the mold until the mold can produce products that meet the requirements of dimensional accuracy and appearance quality, and then send the customer to sign the sample. After the customer confirms, all the work of this set of mold is officially completed , just wait for the production on the machine. In the future, it will be repairing and maintaining the mold. The mold is fine, and the fitter workers are fine. Working as a fitter is quite worrying. I don’t know when the mold will break. As soon as it breaks, I have to repair it immediately. If there are too many repairs, it will be more annoying. Of course, if your mold is installed well and everything that should be done is done, the mold will not have so many problems.
 Machined Castings - Your Comprehensive GuideNovember 7, 2023Are you looking to delve into the fascinating world of machined castings? Are you curious about how these essential components are made, their diverse applications, and the key factors to consider when choosing a supplier?view
Machined Castings - Your Comprehensive GuideNovember 7, 2023Are you looking to delve into the fascinating world of machined castings? Are you curious about how these essential components are made, their diverse applications, and the key factors to consider when choosing a supplier?view CNC numerical control cutting aluminum sheet, the efficient tool of modern manufacturingAugust 4, 2023In modern manufacturing, aluminum sheets are widely used, and CNC (Computer Numerical Control) cutting technology has become an efficient tool for processing aluminum sheets. CNC cutting aluminum she...view
CNC numerical control cutting aluminum sheet, the efficient tool of modern manufacturingAugust 4, 2023In modern manufacturing, aluminum sheets are widely used, and CNC (Computer Numerical Control) cutting technology has become an efficient tool for processing aluminum sheets. CNC cutting aluminum she...view Understanding Steel Material for Custom Prototyping: Properties, Grades, and ApplicationsMarch 14, 2024Let’s explore the diverse properties, grades and uses of steel material in prototyping, from its melting point to its versatility across different industry sectors.view
Understanding Steel Material for Custom Prototyping: Properties, Grades, and ApplicationsMarch 14, 2024Let’s explore the diverse properties, grades and uses of steel material in prototyping, from its melting point to its versatility across different industry sectors.view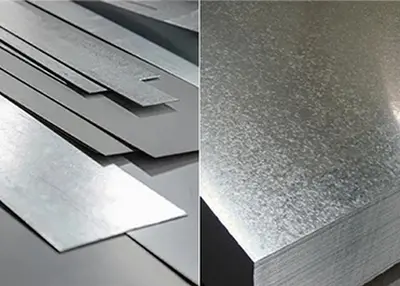 Unveiling the Power of Galvanized Materials: Your Ultimate GuideSeptember 28, 2023Have you ever wondered about the remarkable process that transforms ordinary steel into a corrosion-resistant wonder material? Look no further, as we embark on an enlightening journey to understand the world of galvanization.view
Unveiling the Power of Galvanized Materials: Your Ultimate GuideSeptember 28, 2023Have you ever wondered about the remarkable process that transforms ordinary steel into a corrosion-resistant wonder material? Look no further, as we embark on an enlightening journey to understand the world of galvanization.view Roller Design and Manufacturing Analysis - Everything You Want to Know is Here: Revealing the Complexities of Roller Design and ManufacturingJuly 17, 2023IntroductionWelcome to this comprehensive guide on roller design and manufacturing analysis - everything you want to know is here. Rollers play a key role across industries, providing support, guidanc...view
Roller Design and Manufacturing Analysis - Everything You Want to Know is Here: Revealing the Complexities of Roller Design and ManufacturingJuly 17, 2023IntroductionWelcome to this comprehensive guide on roller design and manufacturing analysis - everything you want to know is here. Rollers play a key role across industries, providing support, guidanc...view Challenge the Production of Mirror Discharge Mold Parts with H2 Grade Machining AccuracyMarch 2, 2023Challenge time: February 2023Challenge location: Longhua, Shenzhen, ChinaCustomer information: Singaporean high-quality mold vendorsNo nonsense, first upload the customer photo:Customer physical photo...view
Challenge the Production of Mirror Discharge Mold Parts with H2 Grade Machining AccuracyMarch 2, 2023Challenge time: February 2023Challenge location: Longhua, Shenzhen, ChinaCustomer information: Singaporean high-quality mold vendorsNo nonsense, first upload the customer photo:Customer physical photo...view EN
EN
 ru
ru 


